
- 相关产品
- 相关信息


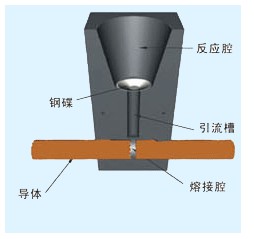
放热焊接(放热焊粉)是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺。这个反应是在耐高温的石墨模具内进行的,放热反应过程只需要短短的几秒时间既可完成。
产品优点:
1.焊接点的载流能力(熔点)与导线的载流能力相等;
2.因为焊接点是焊接而成的,所以是永久性的,不会老化;
3.焊接是一种永久性的分子结合,不会松脱;
4.焊接点象铜一样不受腐蚀性产物的影响;
5.焊接点能经受反复多次的大浪涌(故障)电流而不退化;
6.焊接方法简单,培训容易;
7.供焊接用的材料很轻,携带方便;
8.进行焊接时,无需外接电源或热源;
9.从外观便能核查焊接的质量;
10.可用于焊接铜、铜合金、镀铜钢、各种合金钢包括不锈钢及高阻加热热源材料。
产品应用:
1、地网水平连接
2、信号线与输油气管道连接
3、信号线与钢轨连接
4、与钢筋的连接
5、引出线与接线端子的连接
6、其它电器连接
注意事项:
1、首先根据连接件形状尺寸,开具合适的模具,并配置相应型号的焊粉
2、焊接前对拉件进行处理,除油、除污物及氧化层
3、对模具进行充分强热
4、安装好模具检查后倒入焊粉并点燃反应
5、对模具进行清理并准备下次使用
热焊工艺:
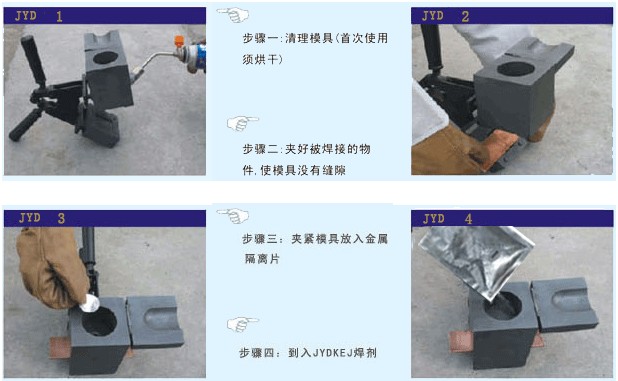

模具与模夹的准备与要点
1、使用前用加热工具干燥模具(如烘干箱或喷灯),驱除水气。久未使用的模具内含有水分,尤其是前次使用完后任留有残渣的模具,水分更多。
2、清洁模具,请使用软毛刷或其他软性物质。
3、检查模具接触面的密合度,防止作业时铜液从缝隙处渗漏出来。
4、模夹是用于开合模具的,模夹的紧密度对熔接的效果有影响,请在熔接开始之前认真检查模夹,并作适当调整。
5、安装调节模夹,将模夹的密合度与模具的密合度调整到最佳状态。调节方法如下:
a) 使模夹置于开状态或位置
b) 松开模夹固定拴锁扣(1)
c) 取出固定拴(2)
d) 调整调节螺丝(3)逆时针旋转(松)
e) 插入固定拴与锁扣
f) 开合模夹,观察效果。

如此重复调整夹距,直至模夹密合度与模具密合度相匹配即可。如果模夹的开合需要用较大的力度,则表示夹距未调整到最佳位置(夹距太短),需重新调整。模夹的安装和调整对“天恒一热焊”的熔接品质以及模具和模夹的使用寿命有重要影响,因此请在熔接之前认真调节距离为佳。无论模具内是否有熔接物,不当的夹距都会对模具和模夹造成损坏。
(1) 固定栓锁扣
(2) 固定栓
(3) 调节螺丝
6、金益达放热焊接模具由石墨制成,非常的脆弱,无法承受抛甩与力量冲击,故不可将超出模具铭牌所示尺寸的熔接物强行放入模具,或使用金属物质、坚硬的工具等来清除残渣。
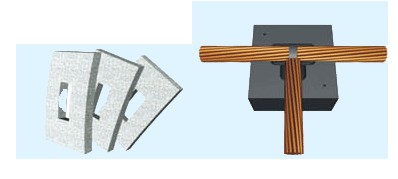
7、如果被熔接物的尺寸小于模具铭牌所示,为避免铜液渗漏可用如下方法弥 补:(如图)
1) 使用密封剂
2) 使用高温棉带
8、石墨模具如按上述步骤保养,使用寿命可达50~100次以上。
9、模具的功能说明图示,如下;
产品及配件

放热焊粉
时间:2012-12-28 10:01 作者:admin 点击: 次上一篇:上一篇:包PVC接地线
下一篇:下一篇:放热焊接头展示